
Explosions and Fires, an Unholy Alliance
- Posted on 12th March 2021
- in Dryer Safety, Dryers
- by Markus Luebbers
 Spray and fluidized bed dryers offer drying options for a huge variety of products and powders. These systems are well known in the industry for their excellent powder production characteristics. However, the factors that lend them to superior powder characteristics also make these systems sensitive to fire and explosion. This sensitivity has led to current regulations requiring that dryers must be designed according to risk analysis standards to minimize the impact of both fires and explosions.
Spray and fluidized bed dryers offer drying options for a huge variety of products and powders. These systems are well known in the industry for their excellent powder production characteristics. However, the factors that lend them to superior powder characteristics also make these systems sensitive to fire and explosion. This sensitivity has led to current regulations requiring that dryers must be designed according to risk analysis standards to minimize the impact of both fires and explosions.
It is important to realize that fire protection and explosion protection are not the same. These risks, while related, are distinct and require different approaches for mitigation. So why can one find either explosion protection equipment or fire deluge systems in place but occasionally not both systems? Many dryers in operation are supposed to be safe but may actually be under-protected. To clarify that, one must dig a bit deeper.
Production of powders in spray drying requires the dispersion of product droplets into a heated airstream. This process creates a potentially explosive dust atmosphere. If your product can explode, there is a good chance it can burn as well. Preventing loss of life, injuries, loss of equipment, and damage to the environment requires us to see explosions and fires as a couple that often goes together. You might say that the explosion is the bigger threat as nobody can outrun it, but a fire can be deadly and lead to costly equipment damage and plant downtime. It is a question of scale of timing.
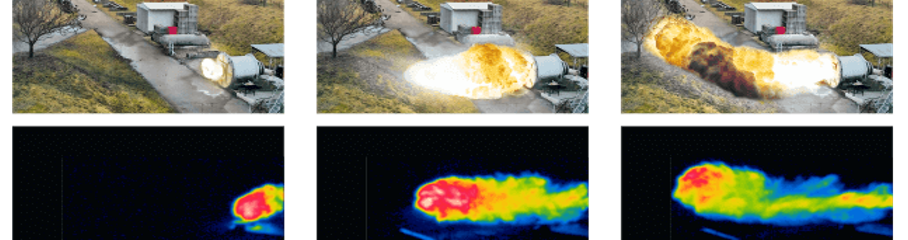
Photo Courtesy of Rembe
During a dust-explosion, material is oxidized in a time span of under 1 second. During that time, combustion gases from the exothermic reaction can increase the pressure inside a vessel or a drying chamber up to 10 bar, depending on the reaction kinetics of the dust cloud composition and the component’s strength. If the vessel is strong enough, it is only the excessive heat that one must worry about. If the explosion pressure exceeds the dryer’s strength, it will rupture, which can lead to disaster.
To prevent this, two main principles apply. First, a dedicated venting area will allow reaction gases to exit the vessel to the atmosphere so the pressure inside cannot build up (indoor venting will not be discussed in this post). If it is designed correctly, the vessel and the surrounding area next to the venting ducts stay intact and safe. Alternatively, containers filled with inert gas and/or inert powders will be injected into the dryer within milliseconds while the explosion is building up. The system is designed so that the pressure of the suppressed explosion (aka reduced pressure or Pred) is smaller than the maximal allowable pressure of the vessel, preventing a potentially catastrophic rupture.
While a fully developed explosion occurs during the venting method, the explosion is kept at a much smaller scale during a suppression method. In addition, heat exposure of the equipment is reduced during suppression.
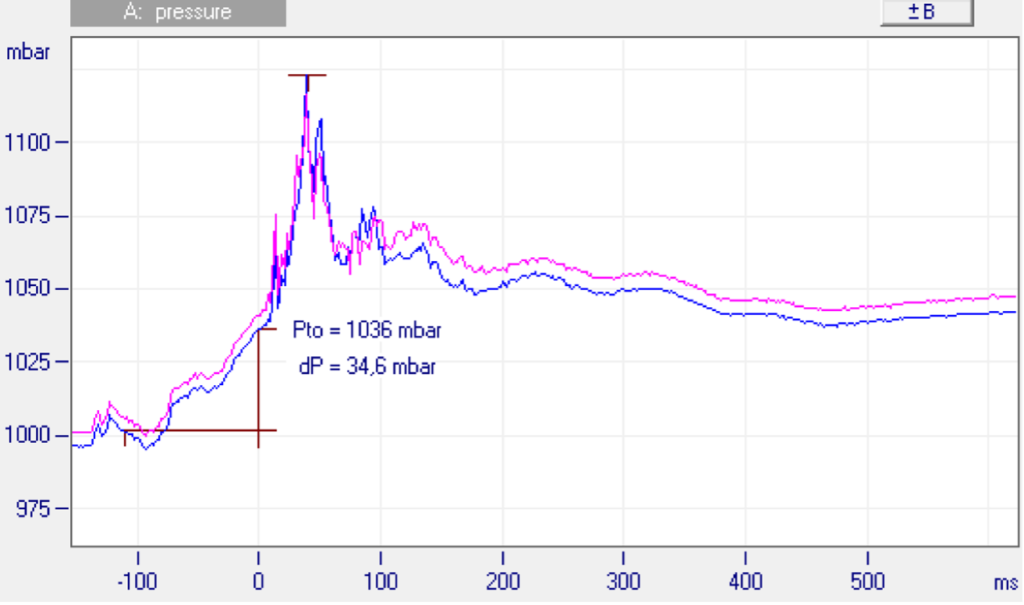
Example of a suppression ignition based on a dp[mbar] / dt[ms] setting in an external fluid bed.
Very often, dust explosions can initiate fires that will harm the rest of the installation, which was not initially affected by an explosion event. On the other hand, fires can be the trigger for an explosion. If a fire causes the temperature inside the dryer to reach the powder’s minimum ignition energy levels (MIE). This is often the case with slowly growing ember nests or smoldering powder pockets that stay undetected.
 While a rapidly developing explosion can be extinguished with rapid action, a fire typically requires the injection of inert gas to displace oxygen or the introduction of material to absorb the energy. As the reduction of oxygen can usually not be achieved in large installations, deluge systems are used that supply water within a couple of seconds to the fire. The amount of water depends on the country’s regulation where the equipment is placed and on the applied risk or process hazard analysis (PHA). Water values are often based on the NFPA 61, 69, and 652 or the VDI 2263 sheet 7 and 7.1 guidelines and the New Zealand Health and Safety in Employment ACT 1992.
While a rapidly developing explosion can be extinguished with rapid action, a fire typically requires the injection of inert gas to displace oxygen or the introduction of material to absorb the energy. As the reduction of oxygen can usually not be achieved in large installations, deluge systems are used that supply water within a couple of seconds to the fire. The amount of water depends on the country’s regulation where the equipment is placed and on the applied risk or process hazard analysis (PHA). Water values are often based on the NFPA 61, 69, and 652 or the VDI 2263 sheet 7 and 7.1 guidelines and the New Zealand Health and Safety in Employment ACT 1992.
A rule by thumb is water flow of 10 liters (0.35 ft³) per square meter per minute based on an effective cross-section of the components. There are also typical minimum deluge times, i.e., 10 minutes of water introduction to the system, as well as maximum activation times, for instance, 30 seconds for water reaching the nozzles in place. There is plenty of water at the end of such an event (between 10 to 200 m3/hr or 6 to 118 ft³/min based on plant size and configuration) sprayed onto the fire. The energy of that mass is much higher than filled explosion suppression containers could deliver. In addition to that, the amount of inert gas in the containers will also be too little to do the job just by itself or in combination with the inert powder to be released.
There are usually 2 to 3 alarm levels before a deluge system is activated. A warning at about >20°C and a main alarm >50°C above the standard operating temperature of the dedicated unit or plant. Depending on the fire category of the combustible material (Class A fires – are fires involving organic solids like paper, wood; Class B fires – are fires involving flammable Liquids; Class C fires – are fires involving flammable Gasses; Class D fires – are fires involving Metals; Class F fires – are fires involving Cooking oils) and the speed of the oxidation it can take a while until a warning of alarm setpoint is reached. To shorten the time, CO-monitoring systems can help.
To overcome the risk of a combined explosion and fire hazard, it is best to activate the deluge system with activation of the explosions suppression system or with the feedback from opening venting panels. With a fire or an explosion event, the dryer must be emergency stopped, and a thorough investigation and root-cause analysis must follow.
In the event of a fire and a consecutive ignition of the deluge system, there is only the need to activate the explosion protection system if the dedicated sensor will activate that stand-alone system as well. Because water will be at the nozzles after activating the firefighting system, the likelihood of an explosion will be reduced. More importantly, the explosion suppression system and the venting panels should be SIL-rated units and kick in / open if an explosion occurs.
It is important to note that the protection systems described above shall be connected to each other using safe controls and reliable networks to ensure that risks from a combination of explosion and fire are minimized by utilizing emergency stop routines. We will elaborate on the nature of safety controls and the importance of reliable networks in future articles.
The integration of these systems in hygienic production processes can be a challenging undertaking. These systems must be integrated so that they do not pose harm to food, feed, or pharmaceutical production process. Furthermore, there are limitations when it comes to the sterilization of plants being equipped with explosion safety and deluge systems. All in all, there are many factors to take into consideration when integrating explosion and fire safety systems into a powder production facility.
If you need help with safety systems on your powder production facility or have additional questions, reach out to speak with one of our experts today!
- Explosions and Fires, an Unholy Alliance - March 12, 2021
- Where there is smoke, there is fire - October 19, 2020
Tags: Dryer, Dryer Safety, Dryers, Explosion prevention, Fire protection, Fire suppression, Powder production, Safety